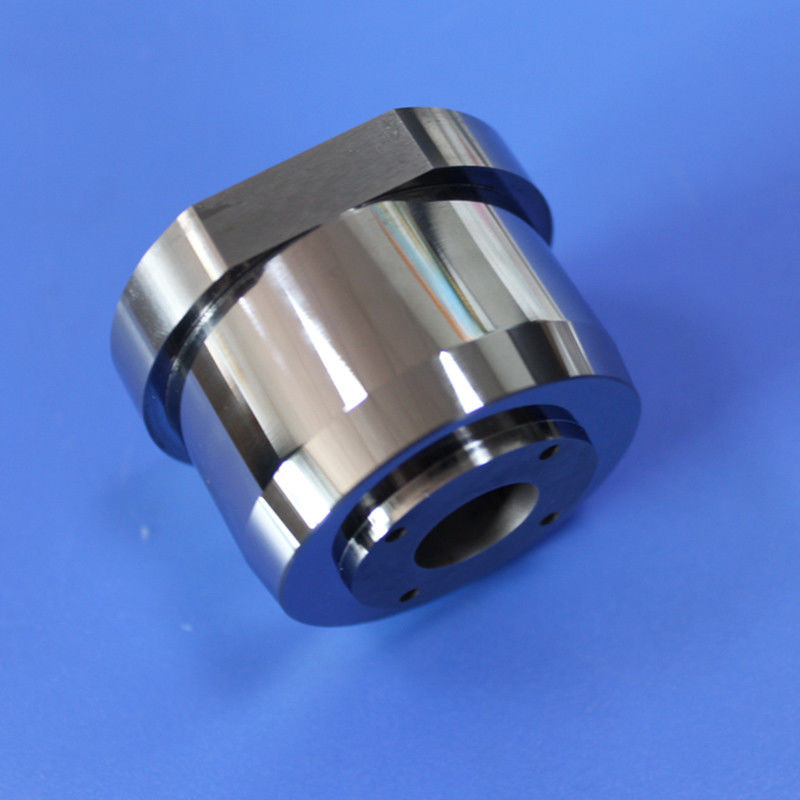
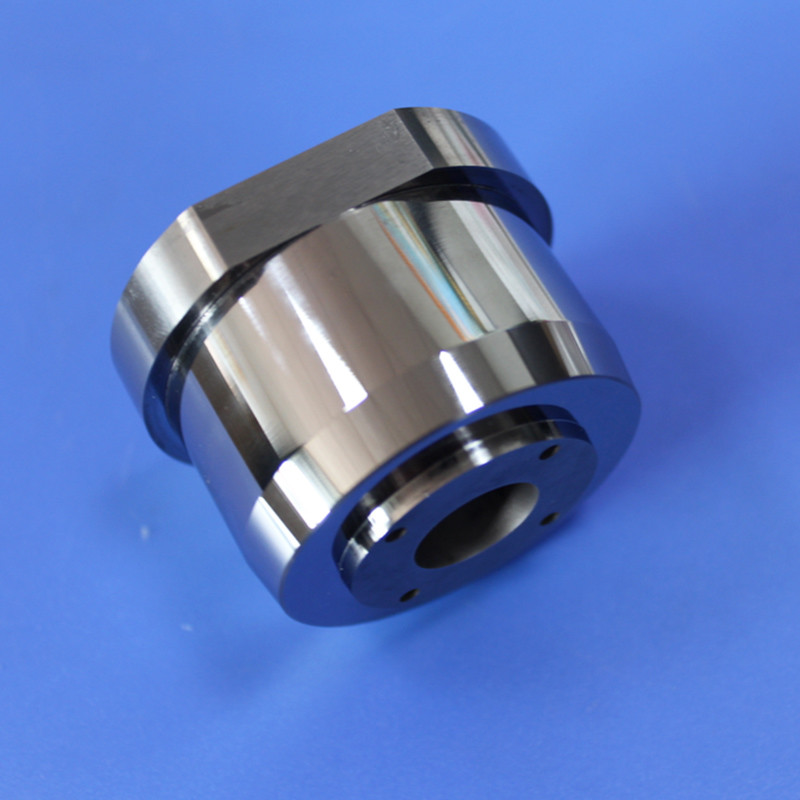
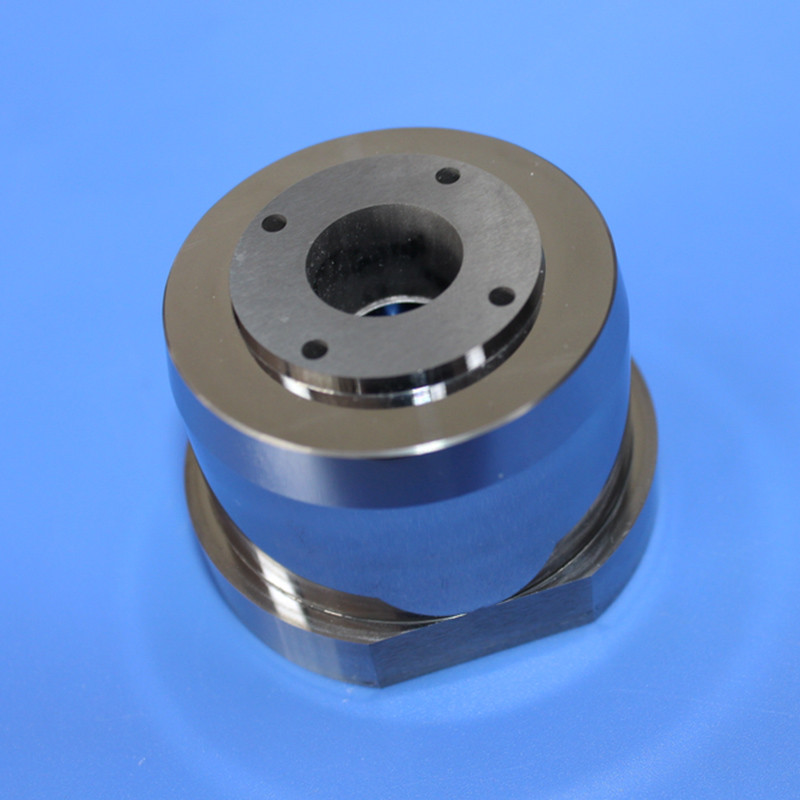
프리미엄 비 자석 탄화탄자 Mold Core with Fixed Tungsten Material
텅스텐 스틸 몰드 코어 (tungsten steel mold core) 는 텅스텐 카비드 다이 코어 (tungsten carbide die core) 라고도 알려져 있으며, 텅스텐 카비드를 금속 결합기와 결합하여 제조된 매우 내구성 있고 착용에 저항하는 보석 부품입니다.일반적으로 코발트 또는 비자극적 니켈.
재료 구성
텅스텐 니켈 합금은 일반적으로 높은 비율의 텅스텐 (90-97%) 및 니켈 (3-10%) 을 포함하며 특정 특성을 향상시키기 위해 철 또는 구리의 잠재적 추가가 있습니다.
물질적 특성
이 합금은 높은 밀도, 우수한 열 및 전기 전도성, 그리고 좋은 진화 저항을 제공합니다. 이는 가혹한 환경에서 작동하는 무거운 부품을 위해 이상적입니다.
적용 목적
이 빈자리는 회전 엔진, 터빈, 펌프, 그리고 압축기의 중요한 부품의 로터 구멍 제조에 필요한 시작 재료로 사용됩니다.텅스텐 니켈 합금 로터 캐비티 빈스는 견고함을 보장합니다높은 성능의 로터 어셈블리에 대한 신뢰성, 그리고 장수성, 효율적이고 내구적인 기계에 기여합니다.
제품 특성
전공형조각 프로세스
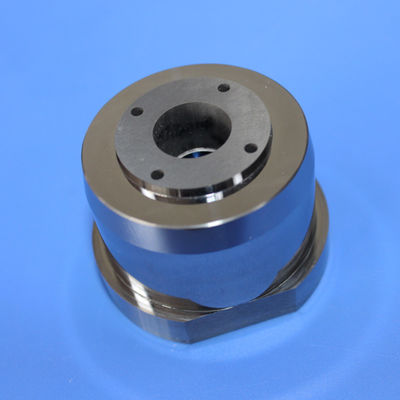
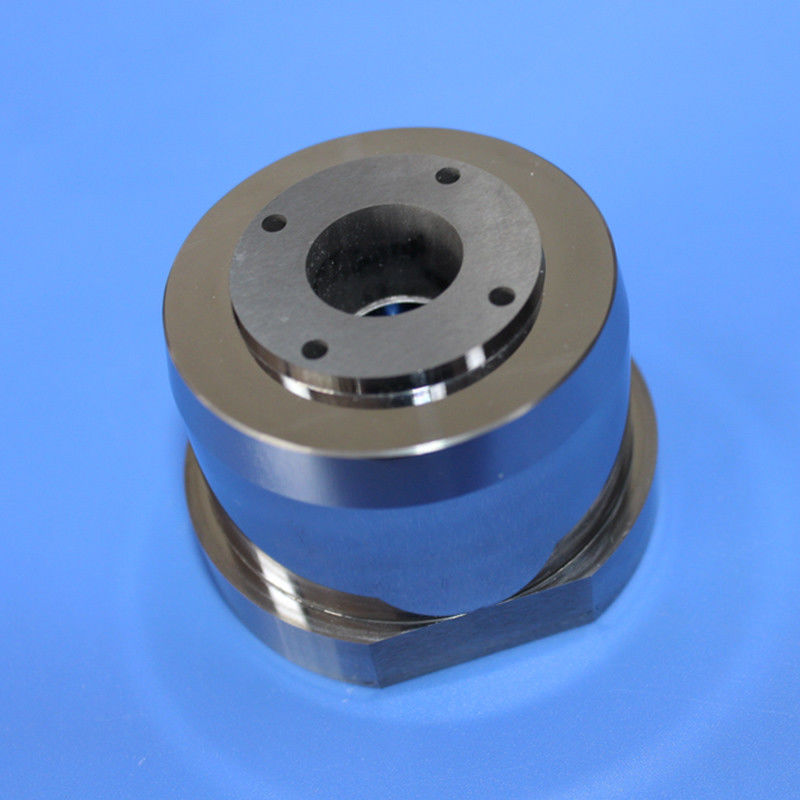
이 프로세스는 원하는 형태와 특징을 가진 부품을 만들기 위해 미리 설계된 폼을 사용합니다.3홀 디자인과 같은 요소를 직접 형성하여 효율적이고 비용 효율적인 생산을 가능하게 합니다..
비용 감축
전공형조는 추가적인 가공 작업을 최소화하거나 제거하여 시간과 노동을 절약함으로써 생산 비용을 줄입니다.그리고 두 번째 과정과 관련된 재료들,.
디자인 유연성
이 프로세스는 다양한 복잡한 워크피스 디자인을 수용합니다. 내부 구멍과 스레드된 구성 요소가있는 복잡한 패턴을 포함하여, 다양한 모양, 크기와 부품의 생산을 가능하게합니다.그리고 기능.
향상 된 효율성
사전 설계된 폼은 여러 작업 조각에 걸쳐 일관성 있고 정확한 기능 복제를 보장하며, 품질 표준을 유지하면서 오류를 줄이고 전반적인 생산 효율성을 향상시킵니다.
물질적 고려
재료 선택은 성형 기술과 호환성 및 최종 작업 부품 요구 사항을 충족하는 데 중요합니다. 일반적인 재료에는 금속, 플라스틱, 복합물 및 세라믹이 포함됩니다.
프로세스 적응성
사전 제조형조는 재료, 디자인 복잡성, 생산량, 비용 고려 사항에 따라 주사형조, 주사, 또는 추출 등 다양한 제조 방법에 적응합니다.
품질 관리
비용의 장점에도 불구하고, 정기적인 검사, 차원 검사 등그리고 재료 테스트는 제조된 작업 조각이 요구된 사양과 표준을 충족하도록 보장합니다..
기술 매개 변수
| 등급 |
밀도 (g/cm3) |
굽기 강도 (TRS) |
강도 (HRA 또는 HV) |
포러스성 |
성능 및 응용 |
| SXL03 |
1495-1511
1515-1535 |
1130-1300 |
91.5 |
|
Good wear resistance; small-sized drawing molds에 사용된다 |
| SXL06 |
1488-1504
1485-1505
140.0-14.95 |
1530년~1550년
1580 |
89.5 |
20.0-16 |
Good wear resistance; used for drawing molds of steel (≤20mm) and carbide/non-ferrous metals (≤35mm) Good wear resistance; used for drawing molds of steel (≤20mm) and carbide/non-ferrous metals (≤35mm) Good wear resistance; used for drawing molds of steel (≤20mm) and carbide/non-ferrous metals (≤35mm) |
| SXL08 |
14.65-14.85
14.65-14.85 |
1840-2100 |
89.0 |
20.0-16 |
Good toughness and wear resistance; used for drawing molds of steel (≤50mm) and carbide/non-ferrous metals (≤30mm) 좋은 견고성 및 마모 저항성; |
| SXL30 |
14.29-14.49 |
1910 |
HV:1210 |
|
우수한 강도와 견고성; 워크피스 파이프와 막대기에 대한 도형에 사용됩니다. |
| SXL50 |
13.86-14.06
1395-14.15 |
2060-2220 |
86.5 |
|
우수한 강도와 견고성; 워크피스 파이프, 막대 및 판에 대한 도형에 사용됩니다. |


 귀하의 메시지는 20-3,000 자 사이 여야합니다!
귀하의 메시지는 20-3,000 자 사이 여야합니다!